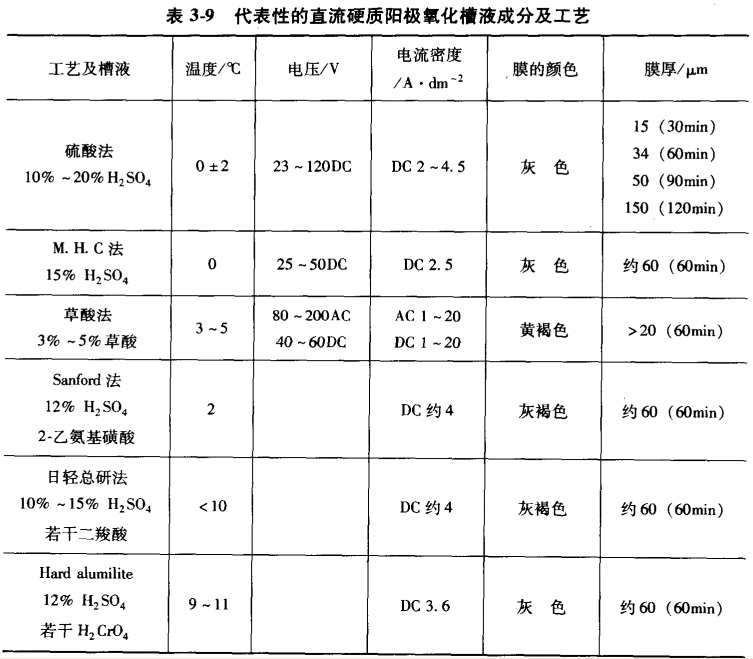
铝合金硬质阳极氧化处理大多数都用在工程或军事目的,它既适用于变形铝合金,更多可能用于压铸铝合金零部件。(导读:硬质阳极氧化和普通阳极氧化的区别点 )硬质阳极氧化膜一般要求厚度为25~150m,大部分硬质阳极氧化膜的厚度为50~80m。膜厚小于25m的硬质阳极氧化膜,用于齿键和螺线等使用场合的零部件,耐磨或绝缘用的阳极氧化膜厚度约为50m,在某些特殊工艺条件下,要求生产厚度为125m以上的硬质阳极氧化膜。但是一定要注意阳极氧化膜越厚,其外层的显微硬度可能越低,膜层表面的粗糙度增加。硬质阳极氧化的槽液,一般是硫酸溶液以及硫酸添加有机酸,如草酸、氨基磺酸等。另外,可通过降低阳极氧化温度或降低硫酸浓度来实现硬质阳极氧化处理。对于铜含量大于5%或硅含量大于8%的变形铝合金,或者高硅的压铸铝合金,也许还应思考增加一些阳极氧化的特殊措施。例如,对于2xxx系铝合金,为了尽最大可能避免铝合金在阳极氧化过程中被烧损,可采用385g/L的硫酸加上15g/L草酸作为电解楷液,电流密度也应该提高到2.5A/dm^2以上。表3-9列出了一般常用的直流硬质阳极氧化的槽液成分及工艺。
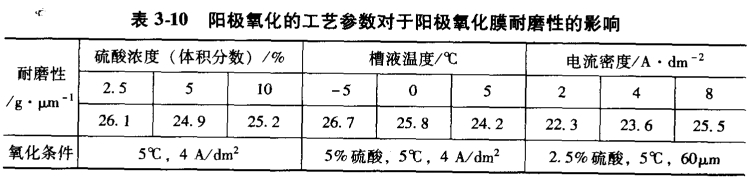
阳极氧化膜的耐磨性与工艺参数有关,硫酸浓度愈高,阳极氧化槽液温度愈高,则膜层的耐磨性愈低。在硫酸浓度和温度一定时,电流密度(固定膜厚不变)愈大则耐磨性愈高。表3-10是上述工艺参数对于阳极氧化膜耐磨性的影响,耐磨性用喷磨法测试,以磨去1m阳极氧化膜所使用的砂的质量表示,显而易见使用砂的质量愈大则耐磨性愈好。
另外一个提高阳极氧化膜耐磨性的有效方法是采用脉冲电源,尤其在压铸铝合金的厚膜制备方面更加有效。最常用的脉冲电源的波形是单向方波脉冲或交直流叠加。单向方波脉冲使用比较普遍,大多数都用在生产阳极氧化厚膜或硬质阳极氧化膜。脉冲阳极氧化只有在高电流密度时才有显著效果,从意大利EL-CA公司引进的脉冲电源,由于建筑铝型材阳极氧化的电流密度只有1.2~1.5A/dm^2,所以脉冲阳极氧化的优势没有正真获得充分发挥。根据日本报道的数据,表3-11列出了普通阳极氧化膜与脉冲硬质阳极氧化膜的性能比较。从中能够准确的看出,脉冲阳极氧化的生产效率较高,电能消耗较低。与此同时,脉冲硬质阳极氧化膜的硬度、耐磨性、抵抗腐蚀能力、击穿电压和膜厚的均匀性都有明显的提高,充分显示出用脉冲技术生产硬质阳极氧化膜的优越性,但是,必须指出脉冲技术的优势只有在一定工艺条件下才可能体现。